 中文版
中文版 English
English产品展示
| 激光应用集成 |
激光打标-光纤激光打标机

主要由激光器、 振镜头、打标卡三部分组成,采用光纤激光器生产激光的打标机,光束质量好,其输出中心为1064nm,整机寿命在10万小时左右,相对于其他类型激光打标 器寿命更长,电光转换效率为28%以上,相对于其他类型激光打标机2%-10%的转换效率优势很大,在节能环保等方面性能卓著。
应用于电子元器件、集成电路(IC)、电工电器、手机通讯、五金制品、工具配件、精密器械、眼镜钟表、首饰饰品、汽车配件、塑胶按键、建材、PVC管材。 激光打标-软件功能介绍 1.自由设计有要加工的图案; 2.支持TureType字体、单线字体(JSF)、点阵字体(DMF)、一维条形码和DataMatrixdeng等二维码; 3.灵活的变量文本处理,加工过程中实时改写文字,可以直接动态读写文本文件和Excel文件; 4.强大的节点编写功能和图文编辑功能,可进行曲线焊接,裁剪和求交运算; 5.支持多大256支笔,可以为不同对象设置不同的加工参数; 6.兼容常用的图像格式(bmp、jpg、gif、tag、png、tif等); 7.兼容常用的矢量图形(ai、dxf、plt等); 8.常用的图形处理功能(灰度转变、黑白图转换、网点处理等),可以进行256级灰度图片加工; 9.强大的填充功能,支持环形填充; 10.多种控制对象,用户可以自由控制系统与外部设备交互; 11.开放多种语言支持功能,可以轻松支持世界各国语言; 激光打标-案例图片
激光打标机是用激光束在各种不同的物质表面打上永久的标记。打标的效应是通过表层物质的蒸发露出深层物质,从而刻出精美的图案、商标和文字 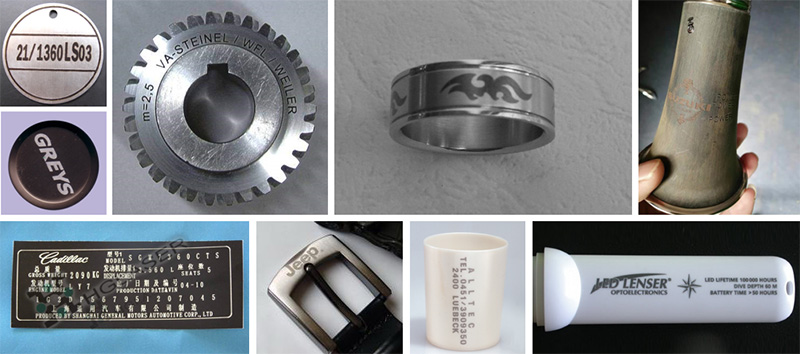
自动激光打标 全自动激光打标机控制激光打标机原理一般打标产品时候大部分分为矢量式与点阵式打标,而激光矢量打标不是通过标记点来构成字符,而是通过激光画线条来实现打标的。对于矢量图形,点、直线、圆及圆弧是其基本的图案与文字字符的构成元素。 全自动激光打标机画线的功能实际由两部分组成:首先找出直线的两个端点的坐标,然后将其转换成振镜的位置坐标,分别控制两个不同工作位置的振镜由起点向终点摆同时控制光纤激光打标机激光器进行标记。 通过控制全自动激光打标机振镜来进行标记,画直线及点是最容易实现,也是速度最快的操作, 所以画圆及圆弧也是通过直线来实现的。若把直线作为很短的一段弦来绘制,便可以画圆。这些弦的端点都在圆的圆周上。但是如果线段的数目如果太少,即每根弦相应于10度的弧,则这个由弦生成的圆就很不光滑。因而为了使圆平滑弦的数目越多越好,弦的数目多了计算的速度及加工的速度就会降低。这就要根据不同的打标要求来进行调整。 一般可以采用绘制圆周的同样方法画出弧线,但与画圆不同,作为圆的一部分,需在用到弧线所对应的圆心角方能绘出。 矢量字符的标记 智诚全自动激光打标机采用矢量方式标记字符,就如用笔写字一样,可将激光看作笔,按照笔划进行标记,不同之处是,激光标记采用就近原则,且尽量使笔划连续,而不是按照字符 的笔划顺序来标记,以提高标记速度。 激光焊接-激光焊接机 
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。 其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。 激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成 的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔 融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层 表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是 说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得 如此快,使焊接速度很容易达到每分钟数米。 激光焊接-案例图片 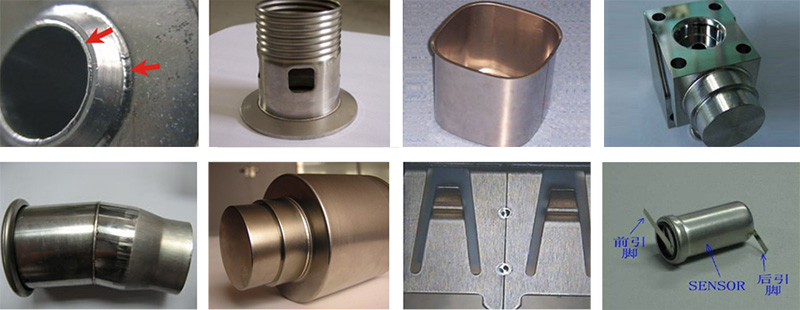 |
 粤公网安备 44030602002614号
粤公网安备 44030602002614号